
Process-reliable micro-machining on sliding-head machines
In this report, you will learn more about the unique performance capabilities of Swiss-MicroTurn and Swiss-Knurl tools based on mass-produced “skill” parts.
Challenges with the production of small precision parts
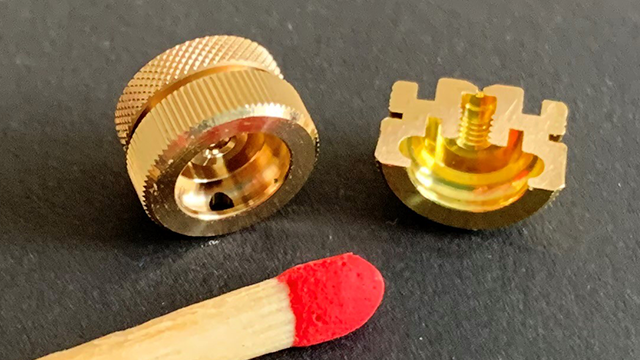
The production of small precision parts with bores from 0.2 mm diameter places high demands on the equipment and requires special micro tools that are suitable for mass production. The same applies to the production of knurling profiles on small external diameters.
Consequences
Difficulties in evaluating suitable tools can lead to costly emergency solutions. Machine operators often have to improvise under time pressure and make their own tools, which drives up costs.

Variety of solutions
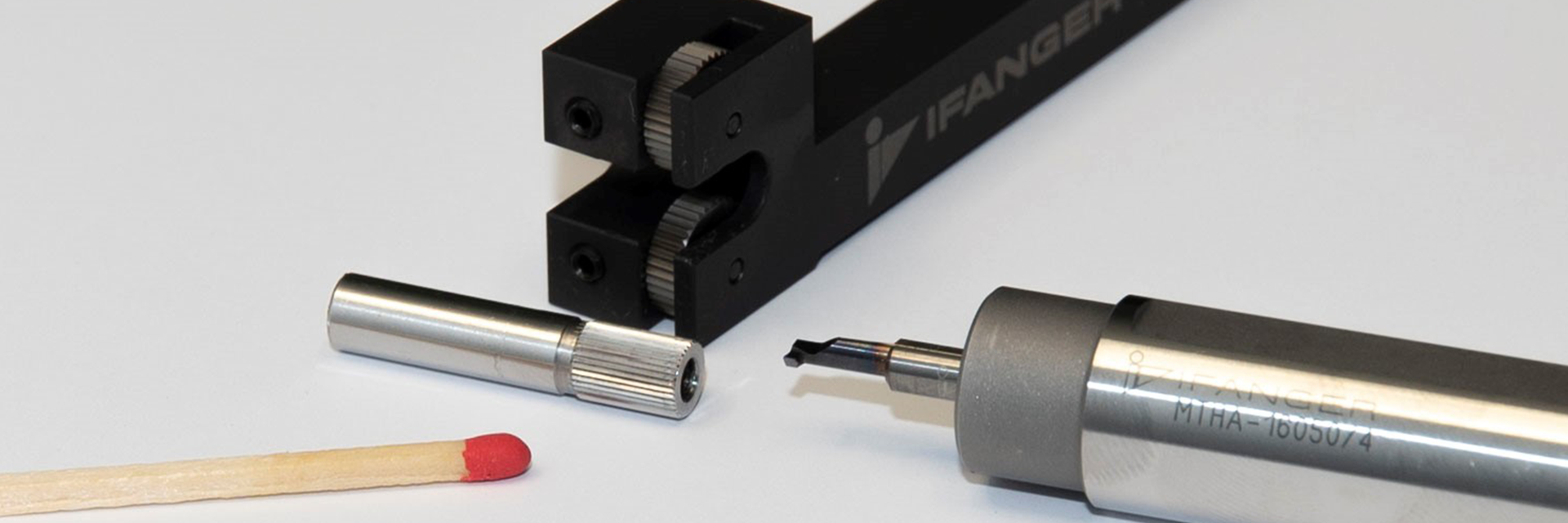
Swiss-MicroTurn tools are specially developed for high-performance production on sliding-head machines, with proven efficiency in millions of applications. They offer precise micro-boring tools from 0.2 mm diameter, grooving tools from 0.1 mm diameter and threading tools for internal threads from M 1.6. These are characterized by unique cutting ability, accuracy and reliability and are highly economical.
Swiss-Knurl tools are ideal for the mass production of knurling profiles. The selection of knurling profiles and pitches is unique worldwide.
The IFANGER range meets almost all the requirements of small-turned parts and enables higher precision and better surface quality by specializing in micro-machining. Extensive stocking guarantees the rapid availability of tools.
Benefits & Facts
Benefits and advantages of the IFANGER solutions
Wide range of tools
Products in stock, fast delivery
Process reliability
Process-reliable and efficient mass production
Operator safety
No long chips that can lead to production interruptions and accidents
24h-365 days per annum production
Plannable production processes
Statements
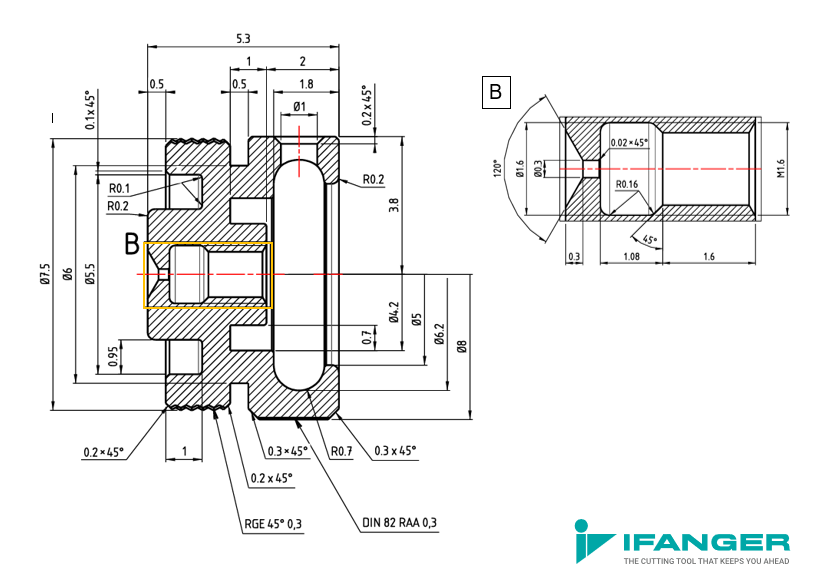
The detailed geometry of this component presented a particular challenge when setting up the lathe. The undercut for the M1.6 internal thread and the axial recess, which are located deep in the component, were particularly demanding. The reliable production of the small geometries required a well-thought-out machining method and tools that could reliably evacuate the chips. The IFANGER tools used have proven to be excellent for the mass production of the workpiece.
Nachbur AG, Industriestrasse 248, CH-4718 Holderbank