

Mass production of micro components made of beryllium copper
This report highlights the successful internal machining of micro components made of beryllium copper on sliding-head machines, with a special focus on production reliability and cost-effectiveness. Beryllium copper alloys are preferred for current-conducting plug connections due to their excellent electrical conductivity, high strength, and resistance to thermal stress relaxation. In addition, beryllium copper alloys are non-magnetic and spark-free. These material properties prove to be extremely advantageous, especially for miniaturized connectors, such as those used in flat screens, tablets, smartphones, watches, and electronic circuit boards.
Challenge
Machining beryllium copper in micro format on sliding-head machines is a particular challenge due to the unique properties of this material. The alloy is highly work-hardening, which can lead to increased wear and breakage of the tools.
Consequences
The consequences are production downtimes and repeated manual interventions in the manufacturing process. Tool breakages and premature wear cause high tool costs and affect profitability. Furthermore, the workpieces may not have the required quality, for example due to demanding bore surfaces. It is also frustrating when the tight tolerance workpiece dimensions cannot be maintained.
Solution
Several key factors are crucial for reliable mass production of beryllium copper small-turned parts. A cemented carbide substrate with high hardness and wear resistance forms the basis for long-lasting tools. The tool cutting edge should be homogeneous and extremely sharply ground, without nicks, to ensure precise cuts. The correct feed and cutting speeds are also crucial, as they affect the machining quality and the service life of the tools. Adequate cooling and lubrication are essential to minimize overheating and wear. A specific, high-quality DLC coating protects against abrasion on the cutting edge as well as against material build-up and excessive heat transfer to the substrate, which extends the service life of the tools and enables a very fine surface to be achieved on the workpiece. Our wide range of micro turning tools has proven itself for decades and is ideal for machining beryllium copper with bore diameters from 0.2 mm.


Statements
Users report:
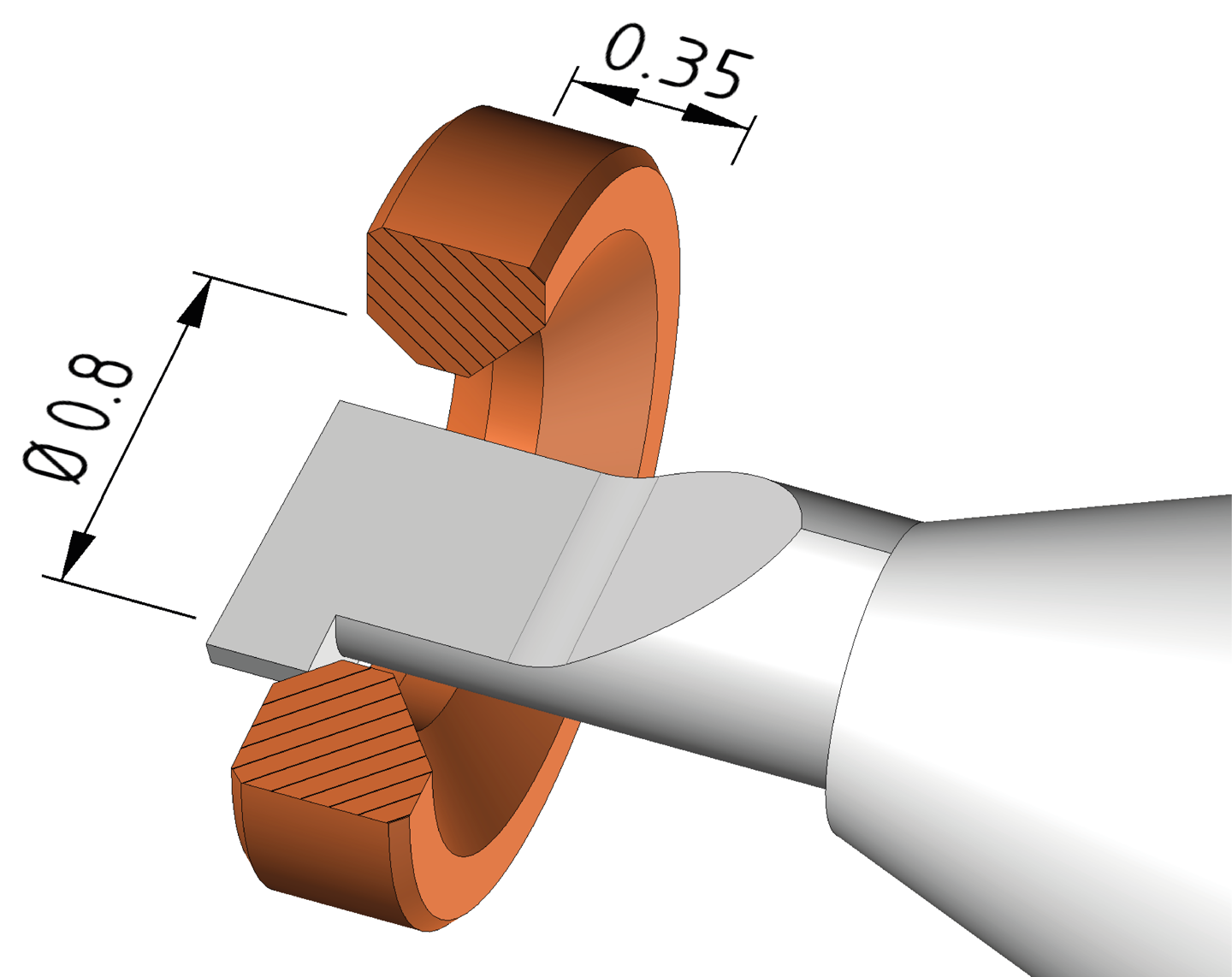
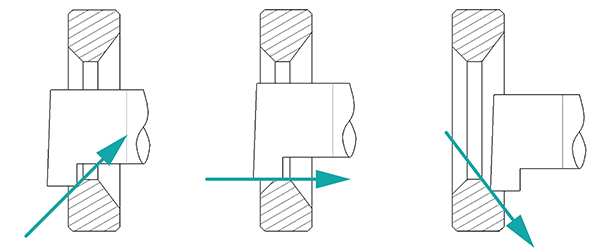
"We manufacture beryllium copper washers in very large quantities using the MTNN-40701-R-K10 grooving tool. With one tool, we produce 130,000 parts reliably and only make one correction by 0.01 millimeters in the X-axis direction. The special thing about the machining process is that the grooving tool, which proves to be very sharp and stable, is used for back boring operation."
Cutting values:
n = 6500 min-1, f = 0.004 mm-1, ap = 0.03 mm
Please note that the tool use illustrated above cannot be directly transferred to other applications.
We would be happy to advise you individually for your specific application. Please contact us.