

Production de masse de microcomposants en cuivre-béryllium
Ce cas présente une analyse détaillée de l'usinage interne réussi de petits composants en cuivre au béryllium sur des tours automatiques à poupée mobile. Une attention particulière est accordée aux aspects de sécurité de production et de rentabilité. Les alliages de cuivre au béryllium sont fréquemment utilisés pour des connecteurs en raison de leur excellente conductivité électrique, de leur grande solidité et de leur résistance à la relaxation thermique. En outre, les alliages de cuivre au béryllium ne sont pas magnétiques et ne produisent pas d'étincelles. Ces propriétés s'avèrent particulièrement avantageuses pour les connecteurs miniaturisés, tels que ceux utilisés dans les écrans plats, les tablettes, les smartphones, les montres et les cartes électroniques.
Défi
Le décolletage du cuivre au béryllium de très petites pièces est un défi qu'il faut relever. L'alliage est fortement écrouissable, ce qui peut entraîner une usure accrue et une rupture rapide des outils.
Conséquences
Les conséquences sont claires : arrêts de production et interventions manuelles répétées dans le processus de fabrication. Les bris d'outils ou leur usure prématurée entraînent des coûts élevés et affectent la rentabilité. De plus, les pièces usinées peuvent ne pas présenter la qualité requise, par exemple en raison d'un état de surface insuffisante. Il est également frustrant de ne pas pouvoir respecter les tolérances serrées exigées généralement par ce type de pièces.
Solution
Plusieurs facteurs clés sont essentiels pour une production de masse fiable de pièces de décolletage en cuivre au béryllium. Un substrat en carbure de tungstène d'une dureté et d'une résistance à l'usure élevées constitue la base d'outils durables. L'arête de coupe de l'outil doit être homogène et extrêmement tranchante, sans entailles, afin de garantir des coupes précises. Des vitesses d'avance et de coupe correctes sont également essentielles, car elles influencent la qualité de l'usinage et la durée de vie des outils. Un refroidissement et une lubrification adéquats sont indispensables pour minimiser la surchauffe et l'usure. Un revêtement DLC spécifique de haute qualité protège contre l'abrasion sur l'arête de coupe ainsi que contre l'accumulation de matière et le transfert excessif de chaleur dans le substrat. Cela permet de prolonger la durée de vie des outils et d'obtenir une surface très fine sur la pièce. Notre large gamme d'outils de micro-tournage a fait ses preuves depuis des décennies et est parfaitement adaptée à l'usinage du cuivre au béryllium avec des diamètres d'alésage à partir de 0,2 mm.


Témoignage
Retour d’un client:
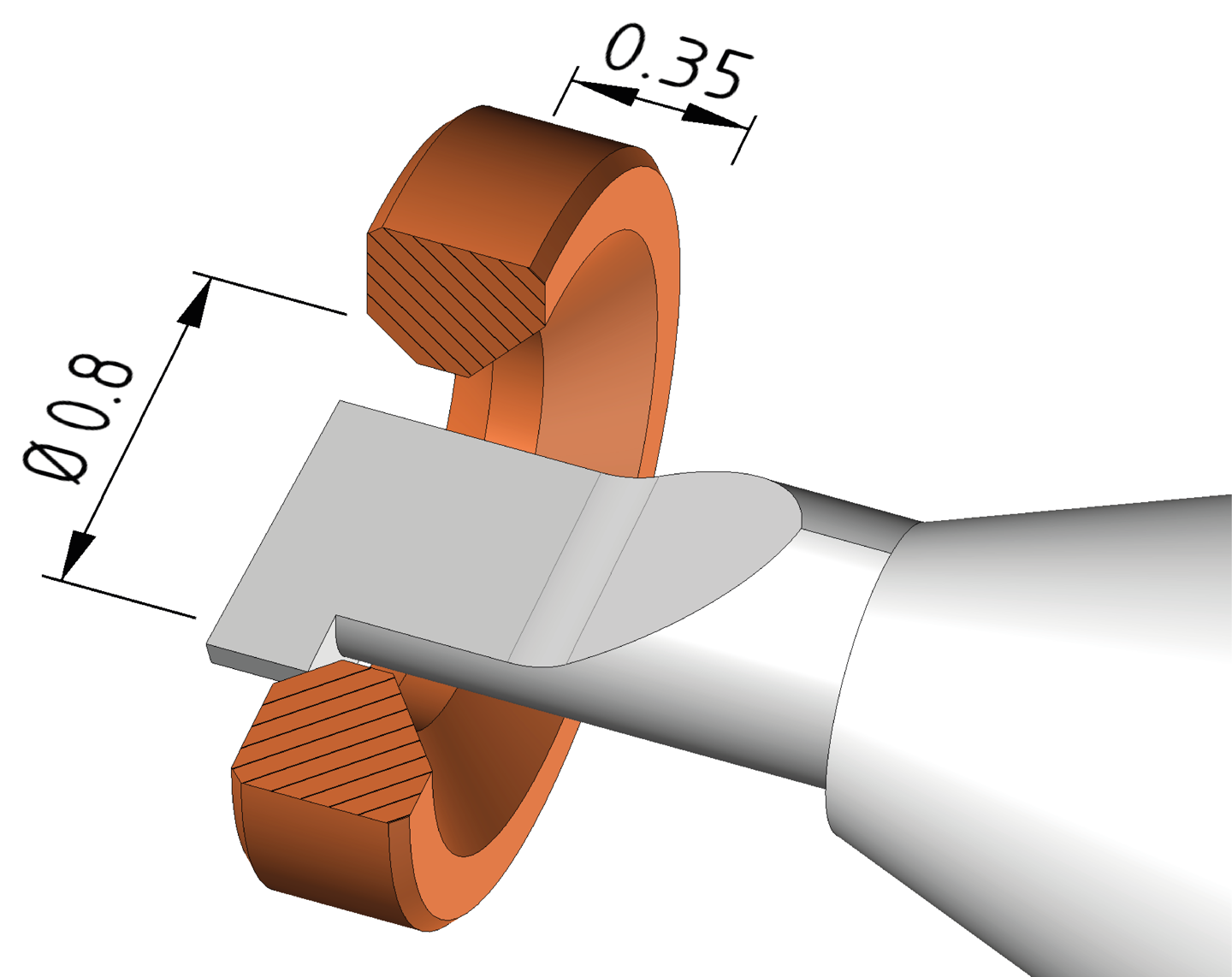
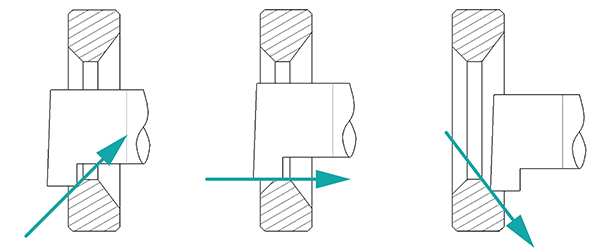
"Nous fabriquons en très grandes quantités des rondelles en cuivre au béryllium avec le burin à rainurer MTNN-40701-R-K10. Avec cet outil, nous produisons 130'000 pièces en toute sécurité et ne corrigeons qu'une seule fois de 0,01 millimètre sur l'axe X. La particularité du processus d'usinage est que l’usinage de chanfreins est aussi réalisé avec cet outil à rainurer. Son angle extérieur s'avère très stable".
Valeurs de coupe
: n = 6500 min-1, f = 0.004 mm-1, ap = 0.03 mm
Veuillez noter que ces conditions d'utilisation ne peuvent pas être reprises telles quelles pour d’autres pièces. Nous nous ferons un plaisir de vous conseiller spécifiquement pour votre application.