

Production de grands volumes d'alésages précis dans des aciers inoxydables austénitiques au chrome-nickel-molybdène (1.4401 et 1.4404).
Cet exemple montre comment les outils Swiss-MicroTurn permettent d'obtenir les meilleurs résultats, en particulier lorsque des qualités de surface élevées et une grande sécurité de processus sont exigées.
Défis
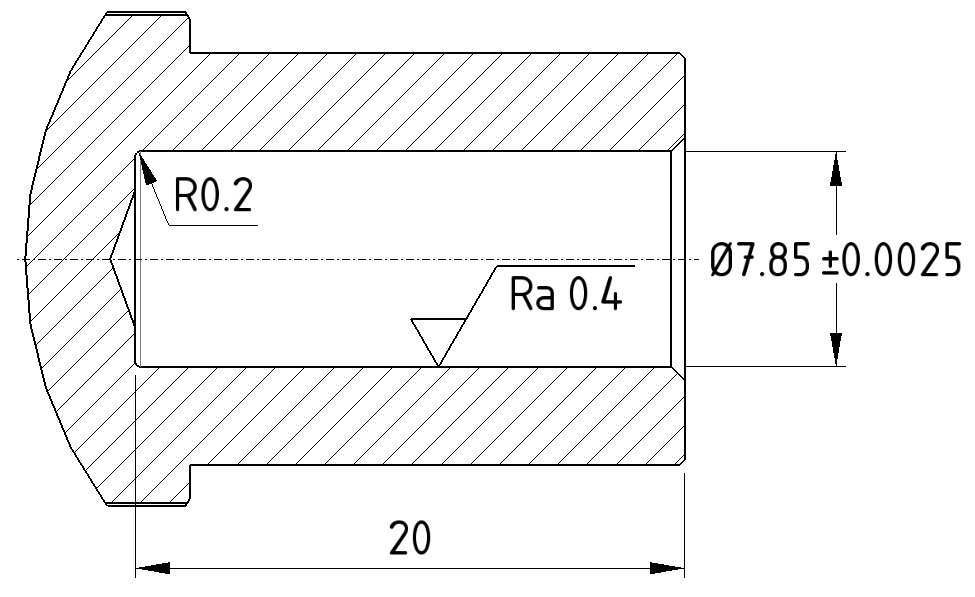
Dans le cadre d’une production à grande échelle chez ETSM SA, l’objectif était d’obtenir et de garantir une rugosité (Ra) de 0,4 et de respecter une tolérance de +/- 0,0025 mm sur un alésage de Ø7.85 mm sur une longueur de 20 mm, le tout en gérant efficacement les copeaux. La fabrication des pièces a été effectuée sur un tour automatique à poupée mobile de type Citizen M32. L'arrosage (huile) se faisait non centralisé et sans haute pression. Les premiers essais avec divers burins de plusieurs marques ont donné des résultats insatisfaisants, avec des pièces non conformes dès le départ.
Problèmes
Les premières pièces produites présentaient une rugosité de surface (Ra) non conforme, ce qui compromettait la qualité et la précision requises. En outre, des bavures ont été constatées. Les matières utilisées, 1.4401 et 1.4404 (aciers inoxydables austénitiques au chrome-nickel-molybdène), ajoutaient une complexité supplémentaire.
Solutions
Pour surmonter ces défis, une approche méthodique a été adoptée :
1. Sélection des outils: après plusieurs essais infructueux, des outils de coupe IFANGER de haute précision ont été sélectionnés. Ces outils sont conçus pour travailler, entre autres, avec des aciers inoxydables, garantissant ainsi une meilleure performance et une finition de surface conforme aux exigences.
2. Optimisation des paramètres de coupe: les paramètres de coupe ont été minutieusement ajustés pour optimiser la vitesse, l’avance et la profondeur de coupe. Ceci combiné à la qualité de coupe exceptionnelle des outils Swiss-MicroTurn a permis de réduire les vibrations et d’améliorer la qualité de la surface.
3. Contrôle qualité rigoureux: le contrôle qualité rigoureux instauré à chaque étape de la production pour s’assurer que chaque pièce produite respectait les tolérances et la rugosité de surface spécifiées a confirmé que le choix du burin Swiss-MicroTurn était le bon.
Les bénéfices
Grâce à ces mesures, la production a pu atteindre les objectifs de qualité et de précision fixés. La qualité des pièces produites et la répétabilité étaient excellentes. Les pièces produites étaient conformes aux spécifications définies sur le dessin ci-dessous. Une gestion efficace des copeaux a également contribué à maintenir une production fluide et sans interruption. Cette réussite a non seulement amélioré la qualité des produits finis, mais elle a également renforcé la confiance du client dans la capacité de l’entreprise à répondre à des exigences de production strictes. En partenariat avec ETSM, notre fidèle partenaire depuis plus de 20 ans, nous avons relevé un défi qui semblait au départ peu évident. Grâce à une collaboration étroite et à l’expertise de nos équipes, nous avons pu surmonter les obstacles et atteindre les objectifs avec succès.


De gauche à droite :
Angelo Muci (Conseiller IFANGER), Philippe Meier (Directeur ETSM) et Christophe Wulliens (Responsable décolletage ETSM), qui a fêté en 2024 ses 20 ans dans la société.